- 中关村翠湖科技园云中心
- 中关村翠湖教育产业园
- 世纪经贸大厦
- 世纪科贸大厦
- 原创天地
- 中关村公馆
- 合肥凤凰国际
- 蚌埠凤凰国际
- 南宁凤凰国际
- 凤凰国际-三门峡科技城
- 蚌埠凤凰书院
- 天津北塘古镇
- 燕西台
- 北京北


最近几年,随着锂电池市场份额的逐渐扩大,锂电池的回收问题成了不可忽视的问题。据相关数据预测,到2020年,被废弃的锂电池和铅酸电池,将为环境带来严重的负担。“ 废弃材料再利用”是一个伴随着自然资源急剧消耗和废弃材料急剧增加的新命题。锂离子电池(LIB)作为从移动电话到电动汽车(EV)的供能电源,其使用结束之后造成的大量浪费 正在以惊人的速度增加。据预测,到2030年全球报废的锂离子电池将达到1100万吨以上,相比之下,仅有5%不到的废弃电池可以回收。如果废弃电池得不到良好解决,其不仅对人类的健康发展有害,并且会破坏自然生态环境。Co, Mn, Ni等重金属会严重破坏土壤和地下水,电解质(主要是LiPF6)和空气中水分子之间的反应会生成有害的氟化氢(HF)气体。
有业内人士研究表示,1个重20克的手机电池可污染1平方公里的土地,一台装载有200公斤动力电池的纯电动车,可污染的土地面积最高可达1万平方公里。同时,锂离子电池原材料的短缺,也让废弃材料再利用的趋势产生更危急的紧迫感。如何回收利用后续的废弃锂电池,已成为行业不得不关注的问题。
废旧锂电池回收的原因
目前中国已是世界上电池生产和消费大国,2010年,我国锂离子电池产量达26.87亿只;2014年,我国锂离子电池产量达52.87亿只;2016年,我国锂离子电池年产量达到78.42亿只。锂离子电池服役年限根据不同应用领域而有所区别,消费电子类锂离子电池寿命一般为1-3年,动力电池寿命一般为8-10年 。据统计,从2002到2006年, 我国废旧锂离子电池数量大约为200-500吨 / 年。
近几年,电动车产业的迅速发展激发 了更多的锂离子电池生产数量,随之而来的废旧锂离子电池数量也会激增。据估计, 到2020年,世界废旧锂离子电池数量将会达到 250 亿只和50万吨的重量。由于动力电池废弃时仍保有80%左右的容量,若直接进行资源化回收,将造成极大浪费。
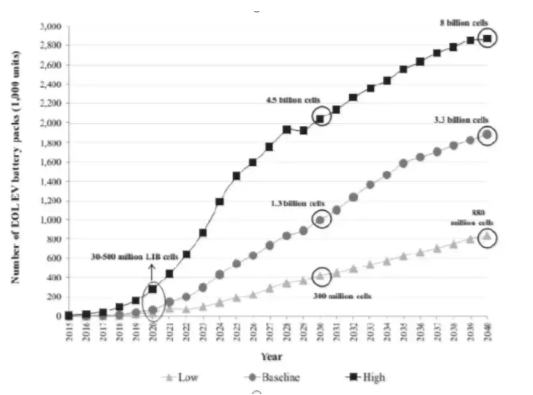
2015 到 2040 年电动车动力电池废弃量的预测
美国地质调查局(USGS)2017年发布数据,全球锂资源量约为4700万吨,探明储量约为1400万吨。亚洲、非洲、北美洲、南美洲和澳大利亚提供世界上主要的锂源,在这五大洲中,南美洲拥有世界储量的66%;玻利维亚和阿根廷的锂资源排名并列第一,为900万吨,占比19.15%。其次为智利750万吨,占比15.96%;中国700万吨,占比14.89%、美国690万吨,占比14.68%。
近年来,锂的价格已经呈现上升趋势,由于供应短缺,电池级Li2CO3和LiOH的成本在2015-2016年间分别飙升了190%和196%。中国虽是富锂的大国,却是世界第二大锂产品生产国和第一大消费国,几乎占用了世界40%的锂资源,锂原料进口大于74%,预测2020年锂需求将达到15万吨碳酸锂当量,其中电池占比将超过60%。此外,占全球锂供应50%的盐水生产法已经不能满足市场需要,而且锂在铝冶炼、玻璃和陶瓷、空气处理、保健产品、工业润滑脂、医疗应用、一次电池和铸造粉末等其他应用中的使用正在导致未来更严重的锂贫瘠。
除锂外,其他原料如钴和镍的供应短缺也开始出现;在2019年,大约40%的钴用于制造电池,而预期的需求量将达到55%。此外,印度尼西亚禁止镍出口导致其价格上涨了近50%。
2016年全球探明钴矿储量700万吨,按照2016年开采量估算,可开采年限约为60年。同时,全球钴金属储量分布非常不均衡,资源主要集中在刚果(金)、澳大利亚、古巴三个国家,三者占据全球储量的70%左右,其中,刚果(金),占据已探明储量的48.61%,储量达到340万吨,中国储量仅为8万吨。
据相关数据显示,废弃锂离子电池含钴、锂、镍的比例分别为5%--15%、2%--7%、0.5%--2%,还含有Cu、Al、Fe等金属元素,Co是一种战略性金属材料,价格相对较贵,更重要的是,Co矿大量存在于非和平地区,不易获得。如果废锂电池能得到充分回收,每年可回收钴240吨左右,仅这一项就价值4000万以上。由此可见,从锂离子电池回收特定材料,不仅可以最大限度地减少废弃物的环境影响,并且极具经济价值。
锂电池回收方法及面临的问题
2012年6月,国务院发布《节能与新能源汽车发展规划》,正式制定动力电池回收利用管理办法,建立动力电梯梯级利用和回收管理体系。此后出台的《关于加快新能源汽车推广应用的指导意见》、《关于加快推进再生资源产业发展的指导意见》、《促进汽车动力电池产业发展行动方案》等多项政策均延续这一主线,主张先梯级利用、再拆解回收,以充分发挥废旧锂电池的经济效益。
目前锂电池回收利用的领域主要分为两方面:
1)对符合能量衰减程度的电池进行梯次利用(用作储能或低速电动车领域),如磷酸铁锂类电池、三元材料类电池;
2)对无梯次利用价值的电池进行拆解,回收其中的镍、钴、锰、锂等材料,如数码类电池、部分三元材料类电池。GGII调研显示,2018年动力电池回收总量中用于梯次利用的电池量为2460吨,总回收拆解的电池量为10.93万吨。总得的来看,相比整个锂电池报废市场,市场上的动力电池的回收量远没有达到预期,电池回收领域尤其是动力电池回收领域,用于梯次利用的规模远低于回收拆解的规模。
2.1 梯次利用
梯次利用指退役动力电池经过测试、筛选、重组等环节,再次用于低速电动车、备用电源、电力储能等运行工况相对良好、对电池性能要求较低的领域。目前以PACK(电池包,即多级串并联电池构成模组)+BMS(电池管理系统)为主的梯次利用技术是较为主流的选择。
梯次回收存在的问题
2018年动力电池回收总量中用于梯次利用的电池量为2460吨,总回收拆解的电池量为10.93万吨,电池回收领域尤其是动力电池回收领域,用于梯次利用的规模远低于回收拆解的规模。原因如下:
1)不同厂商电池的一致性较低,这对梯次利用造成了很大障碍。
2)电池的容量、电压、内阻等在梯级利用时,会在很少的循环次数下形成断崖式下跌,对后期使用维护造成极大困难。
3)梯次利用的成本高于新电池。
目前国内的退役动力电池梯次利用仍处在试点阶段。相比之下,国外企业在梯次利用上走得更快。4REnergy公司是日产汽车与住友商事株式会社在2010合资成立的,致力于实现日产聆风的锂电池二次商业化利用,回收日本和美国市场中聆风汽车的废旧电池用于住宅及商用的储能设备,目前已经推出两款储能电池产品。
2.2 锂电池回收的技术手段
废旧锂电池的回收方法主要有物理法、化学法和生物法三大类。与其他方法相比,湿法冶金因其能耗低、回收效率高及产品纯度高等优点被认为是一种较理想的回收方法。
2.2.1 物理法
物理法利用物理化学反应过程对锂离子电池进行处理。常见的物化处理方法主要是破碎浮选法和机械研磨法。
1) 破碎浮选法
破碎浮选法是利用物质表面物理化学性质的差异进行分选的一种方法,即首先对完整的废锂离子电池进行破碎、分选后,将获得的电极材料粉末进行热处理去除有机粘结剂,最后根据电极材料粉末中钴酸锂和石墨表面的亲水性差异进行浮选分离,从而回收钴锂化合物粉体。破碎浮选法工艺简单,可使钴酸锂与碳素材料得到有效分离,且锂、钴的回收率较高。
2) 机械研磨法
机械研磨法是利用机械研磨产生的热能促使电极材料与磨料发生反应,从而使电极材料中原本黏结在集流体上的锂化合物转化为盐类的一种方法。不同类型的研磨助剂材料的回收率有所区别,较高的回收率可以做到:Co回收率98%,Li回收率99%。机械研磨法其工艺较简单,但对仪器要求较高,且易造成钴的损失及铝箔回收困难。
2.2.2 化学法
化学法是利用化学反应过程对锂离子电池进行处理的方法,一般分为火法冶金和湿法冶金2种方法。
1) 火法冶金
火法冶金在工业上颇为常见,是通过高温(1400°C或更高)焚烧去除电极材料中的有机粘结剂,同时使其中的金属及其化合物发生氧化还原反应,以冷凝的形式回收低沸点的金属及其化合物,对炉渣中的金属采用筛分、热解、磁选或化学方法等进行回收。火法冶金对原料的组分要求不高,适合大规模处理较复杂的电池,但燃烧必定会产生部分废气污染环境,且高能耗导致成本较高,高温处理对设备的要求也较高,同时还需要增加净化回收设备等,处理成本较高。
2) 湿法冶金
湿法冶金是用合适的化学试剂选择性溶解废旧锂离子电池中的正极材料,并分离浸出液中的金属元素的一种方法。湿法冶金工艺比较适合回收化学组成相对单一的废旧锂电池,可以单独使用,也可以联合高温冶金一起使用,对设备要求不高,处理成本较低,是一种很成熟的处理方法,适合中小规模废旧锂离子电池的回收。
比较而言,湿法冶金是当前提取方法中综合性能比较好的一类方法,酸浸出是其中最重要的环节。其主要目的是将预处理后的活性物质中的目标金属转移到浸出液中,便于后续的分离回收过程。典型的湿法提取主要步骤:预处理→酸液浸出→浸出液除杂→分离萃取→元素沉淀。
2.2.3 生物法
生物冶金法目前也在研究进行中,其利用微生物菌类的代谢过程来实现对钴、锂等金属元素的选择性浸出。生物法能源消耗低,成本低,且微生物可以重复利用,污染很小;但培养微生物菌类要求条件苛刻,培养时间长,浸出效率低,工艺有待进一步改进。
2.2.4 磷酸铁锂回收偏冷门
在多种动力锂电池中,只有磷酸铁锂电池正极材料不含贵金属,而是主要由铝、锂、铁、磷和碳元素组成。正因如此,企业对磷酸铁锂的回收分解并不热心。对磷酸铁锂电池回收,有针对性的研究也比较少。
磷酸铁锂的一般处理方式,电池整体经机械粉碎后,利用极性有机溶剂NMP或强碱溶解分离其中的铝,剩余的材料即为LiFePO4和碳粉的混合物。向该混合物中引入Li、Fe、P以调整此三种元素在材料中的摩尔比,再经球磨、惰性气氛下高温煅烧后可重新合成LiFePO4材料,但与首次合成的磷酸铁锂电池正极材料相比,该材料的电容量、充放电性能均有所下降。将失效磷酸铁锂电池正极材料氧化分解,回收锂、铁、磷、碳并重新利用才是治标治本的回收路径。
2.3 锂电池回收存在的问题
1)安全拆解:在预处理阶段,如何进行安全有效地自动化拆解是主要难题, 尤其对于今后将要出现的大量动力电池,在拆解过程中要避免起火爆炸等安全事故,同时要兼顾自动化效率问题;
2)二次污染:回收过程中使用强酸强碱和有机相等物质,火法中的高温烧结过程,都会产生有毒有害气体和废液等,对环境和人体存 在很大危害;
3)杂质:为了得到纯度较高的再生产品,回收过程的除杂问题是关键,如何通过简单的方法得到最好的除杂效果是研究的重点,尤其对于想用作电池 材料的原料,对材料的纯度要求更高;
4)废旧材料的复杂性:如今有正极材料多样化,如三元、锰酸锂和磷酸铁锂等,金属 离子呈现多样性,如 Li 、 Co 、 Ni 、 Al 、 Fe 和 Mn 等,使得后续的分离提纯过程 变得复杂和困难;
5)回收率问题:无专门的回收渠道,致使废旧锂离子电池的回收率很低。
2.4 回收技术趋势
目前主要是针对电池中的贵金属进行回收,对其他如电解质、隔膜等相对廉价的物质置之不理,未能系统化地回收整个电池。也有主流方法以外的技术被报道,其中涉及到其他元素的回收。2016年底,清华大学科技成果重点推广中心在《乙醛醋酸化工》杂志上发布的一条消息称,其团队开发了一种“动力锂电池快速剥离及锂钴短程资源回收技术”,可以高效提取锂电池中的贵金属,铜、铝金属回收率超过98%,钴、锂金属回收率超过95%。
另外,也有比较综合的方法被提出,高桂兰在其文章《废旧车用动力锂离子电池的回收利用现状》中提出,综合利用各种方法长处的思路。联合处理法即“火法预处理+湿法酸浸+金属沉淀”的回收路线,该路线通过酸浸的方法浸出有价金属,传统使用的酸主要是无机强酸(HCl、H2SO4和HNO3等),但该类无机酸对设备腐蚀性大,对人体的危害也较大,因此建议使用性质较为温和的有机酸(包括苹果酸、草酸和抗坏血酸等)来代替,这样不仅环保,部分有机酸还具有还原性,可以代替传统的“无机酸+还原剂”体系。
2.5 绿色回收方法的新突破
2019年4月2日,美国莱斯大学Pulickel M. Ajayan和Ganguli Babu团队报道了一种全新的锂离子电池废弃物绿色回收之路,使用深共晶溶剂(DES)从LIB废物中回收有价值产品。
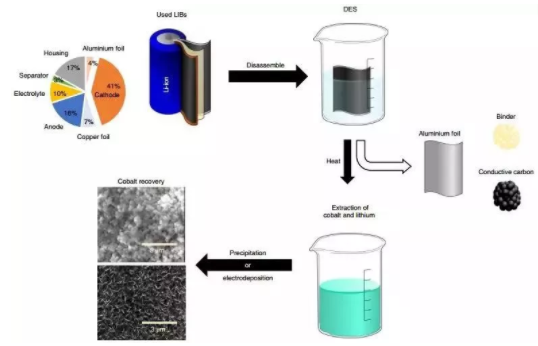
绿色回收工艺示意图
要点1. 无敌的DES溶剂
DES是一类化合物,通常具有超高的溶解金属氧化物的能力。这些溶剂是氢键供体和受体的低共熔混合物,成本较低,易于制备并由相对无毒和可生物降解的化合物制成,譬如氯化胆碱和乙二醇的混合物。这种特殊的DES是一种“绿色溶剂”,它可以作为有效的浸出剂和还原剂,不需要还原剂和/或昂贵的溶剂萃取剂,也不需要复杂工艺就能实现金属高纯度提取。研究表明,这种DES能够处理多种锂离子电池废弃物中的多种化学物质,包括锂钴氧化物、锂镍锰钴氧化物。
要点2. 简单有效的回收工艺
回收流程很简单:从拆解LIB开始,将正极废弃物插入DES中,然后加热并搅拌,通过溶解实现钴和锂离子的提取。当过滤渗滤液后,还可以单独回收铝箔,粘合剂和导电碳。然后通过沉淀或电沉积回收钴化合物,从而实现对这些有价值材料的重复利用。以LiCoO2为例,钴和锂的浸出效率均达到≥90%。此外,其他电池组件,例如铝箔和聚偏二氟乙烯(PVDF)粘合剂,也可以单独回收。
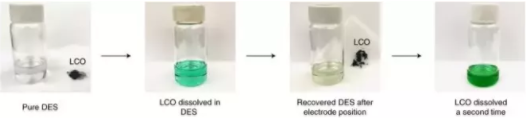
DES溶剂可循环使用
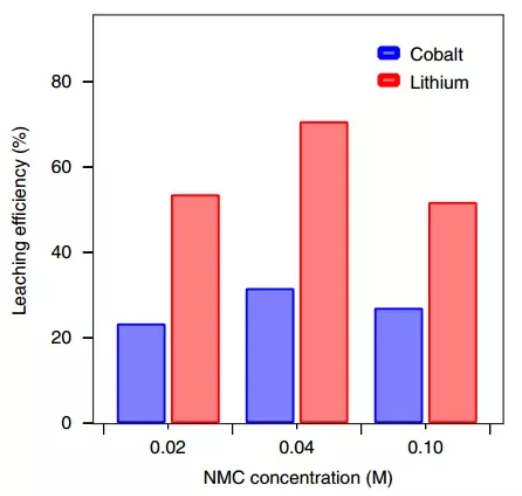
在180℃下溶解在DES中NMC粉末的浸出效率
这项研究提供了一种具有战略意义的锂离子电池绿色回收技术,对于锂电池行业的良性发展提供了基本的保障。
国内外主要锂电池回收公司及工艺
瑞典能源署一份调查报告显示,全球锂离子电池的回收利用率远远超出预期,中国和韩国已成为锂电池循环经济的新兴领导者。2018年全球将回收近97,000吨锂离子电池,其中中国约为6,7,000吨,韩国为1,800吨。全球有超过50家公司回收锂电池。除中国和韩国外,其他公司均来自欧盟,日本,加拿大和美国。
3.1 国外电池回收公司
美国Toxco公司
位于美国的 Retriev Technologies ,即之前的 Toxco 公司。公司主要利用机械和湿法冶金工艺对电池中的Cu、Al、Fe、Co等金属进行回收。该公司的回收过程能在较低的温度环境下进行,并且气体排放量小,能实现60%的电池材料回收。
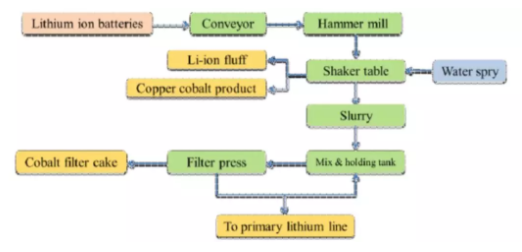
Retriev Technologies 处理废旧锂离子电池工艺流程图
比利时Umicore公司
比利时Umicore公司独立开发了ValEas工艺。针对电池回收,他们定制了一种熔炉,利用高温冶金法处理锂离子电池并制备出氢氧化钴/氯化钴〔Co(OH)2/CoCl2〕,石墨和有机溶剂则可以用作燃料。这种工艺不必将电池解题造成破碎,从而避免了解题破碎困难的问题,降低了回收过程的安全风险。并且回收得到的Co化合物纯度较高,能够作为原材料直接返回锂电池的生产实现了金属的循环再利用。这种方法在回收Co、Ni、Mn、Cu等有价金属的同时,电池中的塑料、石墨、铝箔等材料也得到了再利用。该回收工艺的流程比较简单,并且绿色环保。Umicore公司在比利时的霍博肯工厂每年处理废旧锂电池达到7000t左右。
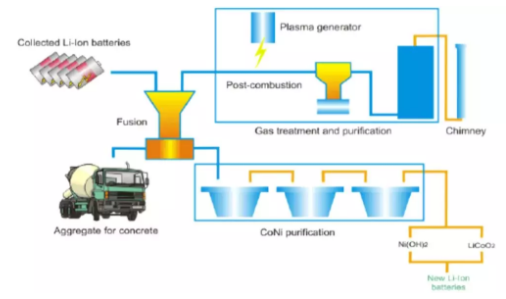
比利时Umicore 公司的 VAL’EAS 工艺流程图
瑞士Batrec Industrie AG
主要处理有毒有害废物,尤其是废旧干电 池、锂电池和含汞物质。废旧锂离子电池中除了含有 Co 、 Ni 、 Li 、 Cu 和 Al 等金属外,还含有电解 液,这对环境有很大的危害,同时处理过程容易发生爆炸, Batrec Industrie AG 研发了一种特殊的处理工艺,可以安全无害的处理废旧锂离子电池,其主要步骤和流程图如图 所示 ,首先通过送料机将废旧锂电池送入压碎机压碎,并控制压碎机中的氛围;压碎过程中产生的锂经过中和反应,以防发生爆炸, 产生的废气通过净化处理;废旧电池中的各成分经过多步骤的分离过程,形成 所需的最终产物。
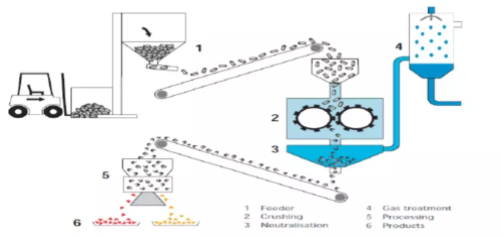
Batrec Industrie AG 处理废旧锂离子电池工艺流程图
日本OnTo公司
OnTo公司独家开发了Eco-Bat工艺。工艺流程如图3所示。首先将电池放在干燥、以及压力和温度适合的环境内,用液态二氧化碳(CO2)溶解电池内的电解液,并运送到回收容器。之后,通过改变温度和压力使CO2气化,从而让电解液从中析出。该工艺不需要在高温下进行,并且需要消耗的能量非常小。该工艺主要利用超临界流体CO2作为载体将电池电解液带出,然后注入新的电解液,来恢复锂离子电池容量。
3.2 国内电池回收公司
尽管我国在锂电池回收这一领域起步较晚,锂电池回收的体系还不是很完善,存在各方面的条件还不成熟等问题。但实际上,现在一些有实力的锂电池大企业已经开始布局回收行业。中国有30多家公司回收电池废物并产生废物。根据调查,这些公司使用的技术几乎都是湿法冶金技术,并生产硫酸钴,硫酸镍或碳酸锂等产品,一些公司也在使用回收工艺生产NCM电池或NCA电池正极。
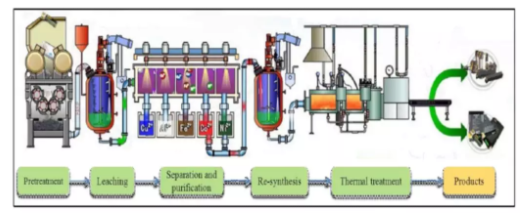
格林美研发的处理废旧锂离子电池工艺流程图
格林美公司:通过回收利用电子废弃物和废旧电池等,循环再造出各种高技术产品。其回收处理工艺以湿法为主,通过酸浸、萃取分离和纯化等步骤获得超细钴粉和超细镍粉等高附加值产品。首先经过拆解,废旧锂离子电池分为了不锈钢外壳、正极和负极三个部分,电池的不锈钢外壳是回收不锈钢的材料,接着将这些拆解开的废料经过酸浸变成溶液,经过萃取分离和膜分离等技术,最后生成为各种金属粉末。
湖南邦普公司:研发了动力蓄电池模组和单体自动化拆解装备,开发的“定向循环和逆向产品定位”工艺可生产镍钴锰酸锂和电池级四氧化三钴。
江西赣锋锂业公司:溶解废电池,分离得到含锂溶液,使用电解法和纯碱浸压法得到含锂的碳酸锂和电池级氧化锂。
浙江华友钴业公司:建设废旧锂电池资源回收再生循环利用生产线,具备电池包(组)拆解处理、单体破碎分级、湿法提纯等处理工艺。
难题就像珠峰横亘在我们面前
2012年以来,国家各部委至今已累计发布十余项锂电池回收相关政策法规,在政策层面由浅入深、由弱转强,逐步规范和完善废旧锂电池的回收市场。构建回收利用体系,探索多样化商业模式,鼓励产业链上下游企业进行有效的信息沟通和密切合作,以满足市场需求和资源利用价值最大化为目标,建立稳定的商业运营模式,推动形成动力蓄电池梯次利用规模化市场。
1)落实生产者责任延伸制度,明确车企和电池生产商承担动力蓄电池回收利用的主体责任
相关政策指出要强化车企在动力电池生产、使用、回收、再利用等环节的主体责任,并指出车企应建立新能源车产品售后服务承诺制度(包括电池回收),实施新能源汽车动力电池溯源信息管理,跟踪记录动力电池回收利用情况。
2)建设回收网络以及信息化监管
①重点围绕京津冀、长三角、珠三角等新能源汽车发展集聚区域,支持建立普适性强、经济性好的回收利用模式,开展示范应用;②电动汽车及动力电池生产企业应负责建立废旧电池回收网络,利用售后服务网络回收废旧电池,统计并发布回收信息,确保废旧电池规范回收利用和安全处置;③车企应实施电池溯源信息管理,跟踪记录动力电池回收利用情况。
未来几年内中国锂电池回收市场将具有以下几方面的发展趋势:
1)现阶段,锂电池的回收方式仍将以拆解回收为主,数码类电池仍将是电池回收的主体;
2)2020-2022年后,伴随动力电池最终报废寿命的临近,动力电池回收量将会迎来“高峰”,市场回收量占比将会超过20%;
3)随着5G的商用化加速、铅酸电池的大量退役,未来回收的动力电池将在梯次利用领域迎来快速增长,市场可期;
4)现阶段,相关配套政策以及电池回收模式不完善,中国锂电池回收产业的产值增速有限,未来随着国家各部门相关政策的逐渐实施以及终端产品附属价值的增加,部分企业将会迎来大的盈利空间。
随着新能源汽车需求的全面攀升,锂离子电池将会供不应求,若只有制造电池的企业,没有电池回收机构,废电池无处处置,新能源的发展也就失去了其原有的意义。有专家预测废旧动力锂电池回收市场将从2018年开始爆发,3~5年后的回收市场规模将进一步疯长,故成立专门的回收机构对动力锂离子电池进行回收再利用已迫在眉睫。总之,实现锂电池的可持续发展与缓解能源危机、生态环境、节能减排等关系密切,利国利民,对工业发展具有巨大的推动作用。
 上一篇 |
【中关村翠湖科技园•云中心 企业巡礼三十五】走进北京易科泰生态技术有限公司
上一篇 |
【中关村翠湖科技园•云中心 企业巡礼三十五】走进北京易科泰生态技术有限公司
 下一篇 |
【政策速递】土地增值税终立法
下一篇 |
【政策速递】土地增值税终立法